Pilna naprawa pękniętego cylindra bimetalicznego
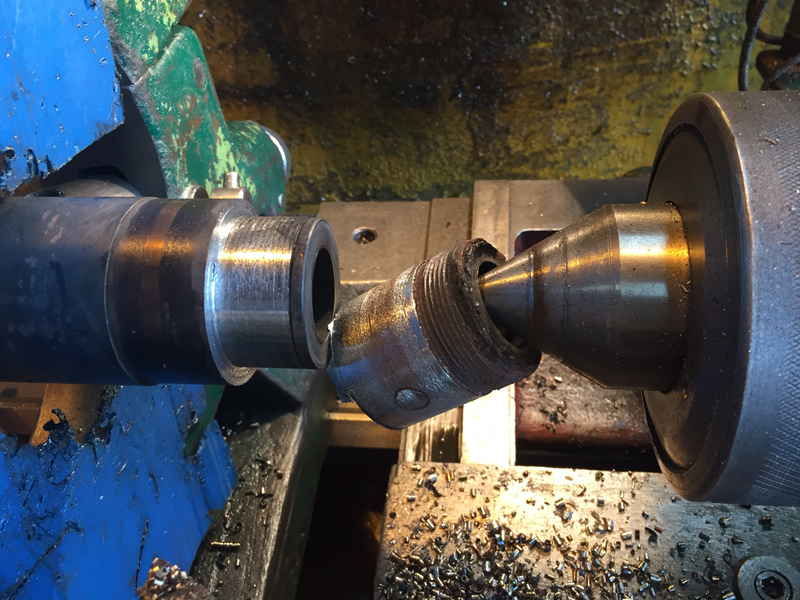
U Klienta doszło do uszkodzenia cylindra wytłaczarki o średnicy 32 mm na produkcji Klienta. Po zdemontowaniu ślimaka Klient zauważył pęknięcie na wskroś w otworze cylindra w części przed głowicą wytłaczarską. Detal przyjechał do nas do naprawy do wykonania w trybie pilnym. Bezzwłocznie po dostawie do nas rozpoczęliśmy obróbkę cylindra. Podczas toczenia okazało się, że detal w części przetaczanej był zatulejowany. Na cylinder była zamontowana tulejka, która została zaspawana oraz dodatkowo został wkręcony i zaspawany kołnierz. Na zdjęciach poniżej widać część cylindra oraz pozostały gwint.
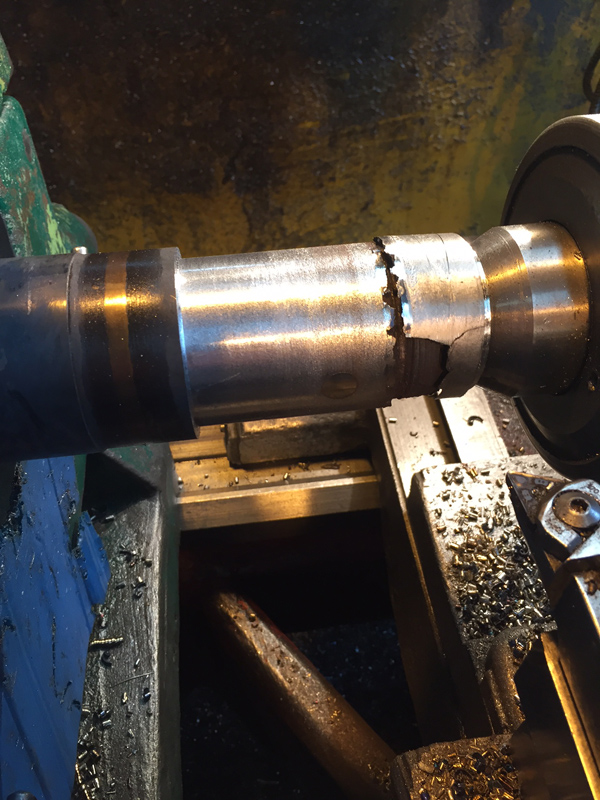


Po weryfikacji nowo odkrytej konstrukcji cylindra, skorygowaliśmy technologię naprawy. Detal z powrotem wrócił na tokarkę. Podczas dalszej obróbki toczenia okazało się, że do cylindra została dospawana jeszcze jedna „przedłużka”, która odpadła.

Ostatecznie okazało się, że cylinder w tej części składał się z 4 elementów: kołnierza, tulei zewnętrznej, tulei wewnętrznej z warstwą bimetalu oraz pozostałej części cylindra. W tym miejscu należy nadmienić, że zgodnie z ogólnoprzyjętymi standardami dobrego wykonania, konstrukcja powinna zakładać wykonanie w monolicie lub wykonanie z wkręcanym na gwint kołnierzem. Ten cylinder posiadał dwie dodatkowe części, który znacząco osłabiły całą konstrukcję.
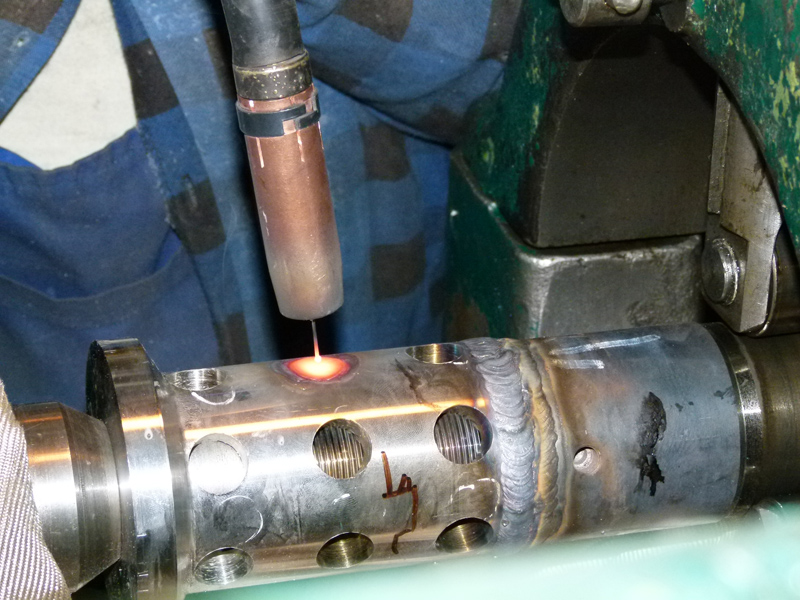
Ze względu na wystąpienie bardzo nietypowego i wątłego rozwiązania technicznego, zaproponowaliśmy nieszablonową koncepcję naprawy detalu. Co prawda naprawa cylindra nie mogła przywrócić wytrzymałości nowego wykonania monolitycznego jednak pozwoli Klientowi uruchomić linię wytłaczarską, co była dla nas priorytetem. Przy opracowywaniu tego rodzaju technologii należy mieć zawsze na uwadze, że podczas wytłaczania w części przed głowicą występuje bardzo wysokie ciśnienie. Z tego względu cała konstrukcja musi być szczelna oraz odporna na wysokie siły parcia. Dodatkowym utrudnieniem była również informacja o stosowaniu przez Klienta silnie żrącego tworzywa. Nowe rozwiązanie obejmowało umocnienie połączenia poprzez gwintowanie oraz punktowe spawanie z zachowaniem odpowiedniej grubości poszczególnych ścianek. Poniżej zamieszczamy zdjęcia z wykonania naprawy zgodnie z nową technologią naprawy oraz efekt końcowy.